The hot-dip galvanizing coating should have a good adherence to the substrate so that it is not peeled off or scaled during normal operation or transportation of the galvanized component. Please note that any type of forming/ bending is NOT considered a normal operation.
There is no specification defining the maximum thickness for hot-dip galvanizing. In addition, special grades of steel or large components tend to form relatively thick coatings due to the chemical composition or long immersion duration required for the galvanizing of such components. The inevitable increase in the coating thickness is part of the natural galvanizing process of large items. The embrittlement of galvanizing coatings increases with an increase in the coating thickness, which must be considered in performing and analysing the adherence test.
The adherence of the galvanizing coating is generally adequate and an adherence test is rarely performed. Furthermore, the peeling of the coating is obvious and quite uncommon. However, if the test is requested, it can be done via running a stout knife or a cutter along the surface of the galvanized steel. The ASTM Standard specifications regarding this test are provided in A123/A123M and A153/A153M.
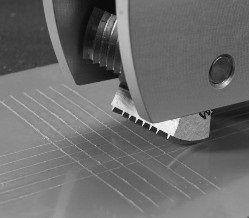
The pressure from the knife should be applied so that a slight mark appears on the surface without causing damage to the surface, such as flaking. Paring or whittling the surface with the knife is not allowed and the edges or corners of the material should not be tested.