پیش از انجام تست ضخامت سنجی، چند اصطلاح تعریف شده در متن استاندارد ASTM A123/A123M معرفی می گردد:
رده ماده (Material Category): کلاس عمومی (نوع ماده) یا فرایند تولید، یا هر دو است، که اسماً یک واحد از محصول را نشان داده یا یک واحد محصول از آن ساخته می شود. به عنوان مثال، گریتینگ نرده ای جزء رده “تسمه” و هندریل جزء رده “لوله” است.
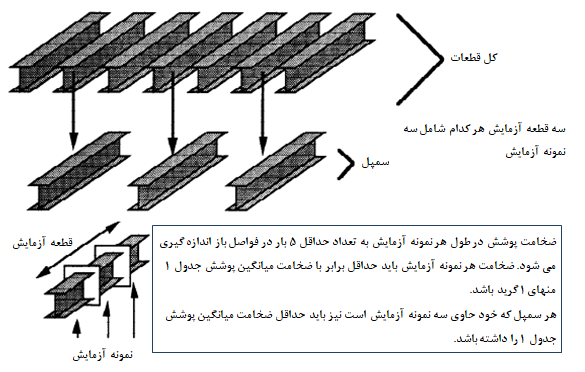
سمپل (Sample): مجموعۀ چند تک-واحد از کل بار است که معرف کل بار بوده و جهت بازرسی و تأیید انتخاب می شود. نحوه انتخاب سمپل در بخش سمپل گیری در همین استاندارد توضیح داده خواهد شد. سمپل باید به صورت رندوم و بدون در نظر گرفتن کیفیت یا ظاهر، از میان کل قطعات انتخاب شود و ممکن است شامل یک یا چند واحد قطعه برای آزمایش باشد.
قطعه آزمایش: هر تک-واحد از محصول که عضوی از سمپل بوده و برای بررسی مطابقت آن با این استاندارد مورد آزمایش قرار می گیرد.
نمونه آزمایش (Specimen): سطح هر قطعه یا مقطعی که باید تست ضخامت سنجی روی آن انجام بگیرد. این نمونه آزمایش یا یک قطعه از کل بار است و یا جزئی از سمپلی است که به عنوان نمایندۀ کل بار انتخاب شده است.
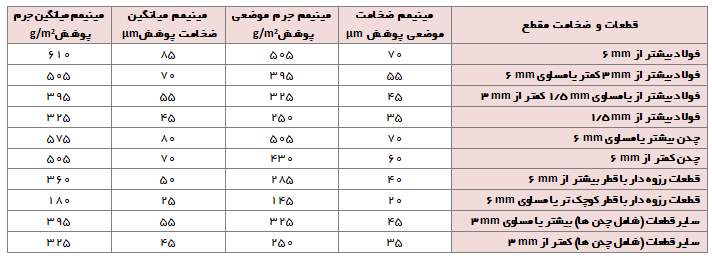
نمونه آزمایش نباید از ناحیه ای از سطح انتخاب شود که تحت عملیات (برش شعله ای، ماشینکاری، رزوه زنی و …) قرار می گیرد؛ بلکه سطح انتخاب شده باید نماینده ای از وضعیت کلی سطح قطعه مورد آزمایش باشد. میانگین ضخامت پوشش هر نمونه آزمایش نباید بیش از یک گرید کمتر از گریدی باشد که برای آن رده فولاد و محدوده پوشش مربوطه در جدول 1 آمده است. برای هر واحد محصول که مساحت سطح کمتر از 100,000mm²دارد، کل مساحت سطح قطعه مورد آزمایش، یک نمونه آزمایش محسوب خواهد شد؛ اما در صورتی که قطعه، طبق جدول 1، بیش از یک رده فولاد یا محدوده ضخامت داشته باشد، آن قطعه طبق همین جدول، شامل بیش از یک نمونه آزمایش خواهد بود.
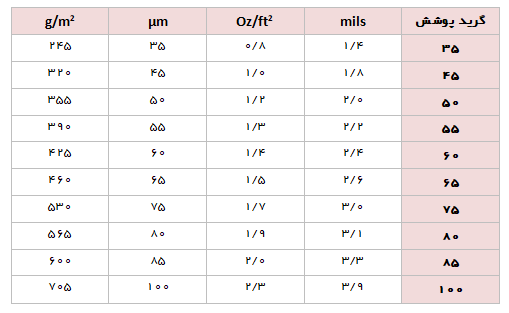
جدول 1- مینیمم گرید ضخامتی میانگین پوشش بر حسب رده ماده [ASTM A123/A123M]
قطعات چند نمونه ای
قطعاتی که مساحت سطح آنها بیش از 100,000mm2 است.
قطعات تک نمونه ای
قطعاتی که مساحت سطح آنها برابر یا کمتر از 100,000mm2 است.
شکل 1- قطعات چند نمونه ای و تک نمونه ای
قطعه تک نمونه ای (Single-Specimen Article): یک واحد از محصول که مساحت سطح آن برابر یا کمتر از 100,000mm² بوده یا اینکه روی اضافی آن به روش سانتریفوژ یا روشی مشابه گرفته شده باشد. برای تست ضخامت چنین قطعه ای، کل مساحت سطح قطعه، یک نمونه آزمایش حساب می شود. البته اگر چنین قطعه ای شامل بیش از یک رده ماده یا محدوده ضخامت باشد (طبق جدول 1)، آن قطعه بیش از یک نمونه آزمایش خواهد داشت.
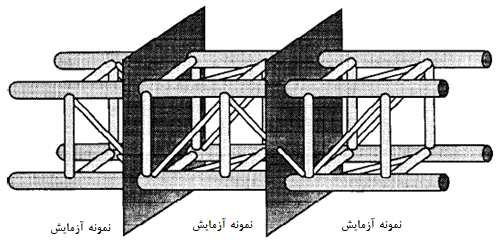
قطعه چند نمونه ای (Multi-Specimen Article): یک واحد از محصول با مساحت سطح بیش از 100,000mm² است. به منظور تست ضخامت پوشش، قطعاتی که مساحت سطح آنها بیش از این مقدار است به سه سکشن موضعی پیوسته تقسیم می شوند. این سکشن ها به طور اسمی از مساحت سطح یکسانی برخوردار بوده و هر کدام شامل یک نمونه آزمایش است. اگر سکشنی طبق جدول 1 بیش از یک رده فولاد یا محدوده ضخامت داشته باشد، آن سکشن بیش از یک نمونه آزمایش خواهد داشت (شکل1).
ضخامت میانگین پوشش برای تک تک نمونه های تست شده باید طبق جدول 1 با استاندارد تعریف شده برای رده و ضخامت ماده ای که گالوانیزه می شود مطابقت داشته باشد. مینیمم ضخامت میانگین پوشش برای هر نمونه، یک گرید کمتر از گرید پوشش مورد نیاز (جدول 1) تعریف شده است.
اگر محصولی که گالوانیزه می شود چند رده ماده یا ضخامت مختلف داشته باشد، گرید ضخامت پوشش برای هر محدوده ضخامت و رده ماده باید با جدول 1 مطابقت داشته باشد.
اگر سفارش طبق واحد SI داده شده باشد، مقادیر جدول 1 در واحد متریک و بر حسب میکرون بیان می شوند؛ اما اگر سفارش بر حسب واحدهای اینچ – پوند باشد، مقادیر اندازه گیری شده باید با استفاده از جدول 2 به گرید پوشش تبدیل شوند.
ضخامت میانگین پوشش برای تک تک نمونه های تست شده باید طبق جدول 1 با استاندارد تعریف شده برای رده و ضخامت ماده ای که گالوانیزه می شود مطابقت داشته باشد. مینیمم ضخامت میانگین پوشش برای هر نمونه، یگ گرید کمتر از گرید پوشش مورد نیاز (جدول 1) تعریف شده است.
اگر محصولی که گالوانیزه می شود چند رده ماده یا ضخامت مختلف داشته باشد، گرید ضخامت پوشش برای هر محدوده ضخامت و رده ماده باید با جدول 1 مطابقت داشته باشد.
اگر سفارش طبق واحد SI داده شده باشد، مقادیر جدول 1 در واحد متریک و بر حسب میکرومتر بیان می شوند؛ اما اگر سفارش بر حسب واحدهای اینچ – پوند باشد، مقادیر اندازه گیری شده باید با استفاده از جدول 2 به گرید پوشش تبدیل شوند.
جدول 2- گرید ضخامت پوشش [ASTM A123/A123M] (مقادیر میکرومتر μm بر اساس گرید پوشش و سایر مقادیر با تبدیل به کمک فرمول های زیر بدست آمده اند: mils= μm×0.02316، g/m2= μm×7.067)
اگر پوشش سنگین تر از آنچه طبق جدول 1 مورد نیاز است باشد، مشخصات استاندارد آن به صورت توافقی بین گالوانیزهگر و خریدار تعیین می گردد.
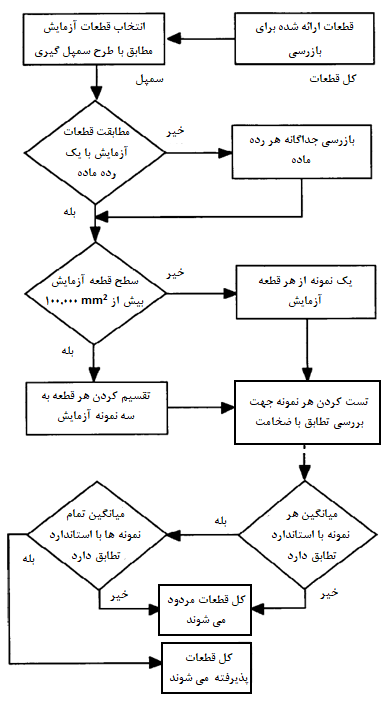
شکل 2 مراحل انتخاب سمپل و نمونه آزمایش، و شکل 3 مراحل بازرسی ضخامت پوشش را نشان می دهند.
شکل 2- قطعات ساخته شده از چندین جزء
(هر نمونه آزمایش اسماً یک سوم کل مساحت سطح قطعه را به خود اختصاص می دهد. حداقل 5 اندازه گیری باید در حجم هر نمونه انجام شود. این اندازه گیری ها تا حد ممکن باید با فاصله باز از هم صورت گیرند که تا حد ممکن معرف ضخامت عمومی پوشش در حجم نمونه آزمایش باشند.)
برای قطعاتی که مساحت سطح آنها بیشتر از 100,000mm2 است (قطعات چند نمونه ای)، گرید ضخامتی میانگین هر قطعه آزمایش عضو سمپل باید به حداقل گرید استاندارد طبق جدول 1 برسد. بعلاوه، میانگین گریدهای هر کدام از نمونه های آزمایش نیز (که گرید میانگین قطعه آزمایش از آنها بدست آمده) نباید بیش از یک گرید پایین تر از حد استاندارد جدول 1 باشد.
هیچ اندازه گیری تکی یا چند اندازه گیری موضعی از یک سطح مشترک روی یک نمونه آزمایش نباید عاملی برای مردود شدن پوشش باشد؛ البته به شرط آنکه وقتی این اندازه گیری ها با اندازه گیری های سایر نواحی نمونه، میانگین گرفته شده و گرید ضخامت میانگین پوشش برای آن نمونه تعیین شد، گرید بدست آمده مطابق با استاندارد جدول 1 باشد.
شکل 3- مراحل بازرسی ضخامت پوشش
توجه: گریدهای ضخامتی ارائه شده در جدول 1، نشاندهنده مینیمم ضخامت هایی هستند که با اطمینان می توان گفت که در محدوده ضخامتی معمول برای هر رده از فولاد قرار می گیرند. هر چند که اغلب ضخامت ها بیش از مقادیر ذکر شده در این جدول بدست خواهند آمد، اما ممکن است برخی مواد در یک رده از فولاد، واکنش پذیری کمتری نسبت به مواد دیگر در همان رده داشته باشند (مثلاً به دلیل ترکیب شیمیایی یا شرایط سطحی). در نتیجه، برخی قطعات تست شده ممکن است گریدی برابر یا نزدیک به مینیمم گرید لازم در جدول 1 داشته باشند. در چنین مواردی، دقت و صحت تکنیک اندازه گیری پوشش نیز باید مد نظر قرار بگیرد، بخصوص وقتی ضخامت از حد استاندارد کمتر بدست آمده و قطعه باید مردود اعلام شود.
خریدارانی که تضمین پوششی سنگین تر از مینیمم ضخامت تعریف شده در این استاندارد را خواستارند، باید با بکارگیری یک سری تست ها گریدهای ضخامتی پوشش مد نظر خود را، که بالاتر از مینیمم گرید استاندارد جدول 1 خواهد بود، تعریف نمایند. بعلاوه، خریدار باید بداند که ممکن است نیاز به چند قطعه نمونه جهت تست کردن اولیۀ گالوانیزه یا عملیات آماده سازی اضافی و یا هر دو، مانند بلاست پیش از گالوانیزه یا سایر روش ها، وجود داشته باشد تا خواسته مورد نظر او تأمین شده و تداوم داشته باشد.
طبق دستورالعمل استاندارد ASTM A123، ارزیابی سخت افزارهایی که به روش سانتریفوژ یا به هر روش دیگری روی اضافی از سطح آنها برداشته می شود، طبق الزامات استاندارد ASTM A153/A153M انجام می گیرد. جدول 3 مقادیر حداقل ضخامت را نشان می دهد.
جدول 3- ضخامت یا وزن (جرم) پوشش روی برای کلاس های مختلف ماده [ASTM A153/A153M]
در صورتی که تست ضخامت سنجی بر اساس الزامات استاندارد ملی INSO 16353 انجام گیرد، جدول 4 را می توان مرجع رد یا پذیرش پوشش گالوانیزه گرم قرار داد.
طبق دستورالعمل استاندارد ASTM A123/A123M، ضخامت پوشش گالوانیزه توسط یک یا بیش از یکی از روش های زیر سنجیده می شود.
1- روش ضخامت سنجی مغناطیسی:
ضخامت پوشش باید توسط یک ضخامت سنج مغناطیسی طبق استاندارد ASTM E376 صورت گیرد، مگر آنکه یکی از روش های دیگر شامل (1) لایه برداری، (2) توزین قبل و بعد از گالوانیزه، یا (3) میکروسکوپی، که در ادامه توضیح داده خواهند شد، بکار برده شوند. همانطور که قبلاً گفته شد، برای هر نمونه پنج اندازهگیری یا بیشتر به فواصل باز از هم در کل حجم نمونه انجام می گیرد، به گونه ای که این اندازه گیری ها تا حد امکان معرف کل مساحت سطح نمونه آزمایش باشند. بنابراین، میانگین پنج اندازه گیری یا بیشتر برای هر نمونه، ضخامت پوشش آن نمونه خواهد بود.
برای قطعاتی که مساحت سطح آنها بیش از 100,000mm² است یا همان قطعات چند نمونه ای که قبلاً معرفی شد، میانگین سه گرید ضخامت پوشش نمونۀ آزمایش همان میانگین ضخامت پوشش قطعه خواهد بود. یک نمونه باید برای بررسی مطابقت آن با نیازمندی های تعریف شده برای هر رده فولاد و ضخامت مورد ارزیابی قرار بگیرد.
برای قطعاتی که مساحت سطح آنها برابر یا کمتر از 100,000mm² است (قطعات تک نمونه ای)، میانگین تمامی گریدهای ضخامتی نمونه همان میانگین ضخامت پوشش برای سمپل خواهد بود.
اگر قطعه تست شده رزوه دار باشد، تست ضخامت سنجی پوشش در قسمتی از قطعه که رزوه ندارد انجام می گیرد.
روش ضخامت سنجی مغناطیسی برای قطعات بزرگ تر و نیز قطعات کوچکی که مساحت سطح صاف کافی برای درست نشستن پروب ضخامتسنج روی سطح دارند (طبق استاندارد ASTM E376) مناسب است.
2- روش لایه برداری
وزن میانگین پوشش با لایه برداری یک قطعه، یک نمونه آزمایش جدا شده از قطعه، یا یک دسته از قطعات برای حالتی که قطعات بسیار ریز باشند، مانند میخ ها و قطعات مشابه، طبق استاندارد ASTM A90/A90M تعیین می گردد؛ مگر آنکه روش های دیگر شامل (1) ضخامت سنجی مغناطیسی، (2) توزین قبل و بعد از گالوانیزه، یا (3) میکروسکوپی بکار برده شوند. وزن پوشش در واحد سطح، که به این ترتیب بدست می آید، به معادل ضخامت پوشش طبق جدول 2 تبدیل می شود (می توان در صورت لزوم ارقام را روند نمود). ضخامت پوشش بدست آمده به این روش همان ضخامت قطعه تست شده است، یا اگر یک نمونه آزمایش از قطعه جدا و تست شده باشد، ضخامت بدست آمده همان میانگین ضخامت پوشش آن نمونه خواهد بود.
روش لایه برداری یک روش اندازهگیری مخرب بوده و تنها برای قطعات تک نمونه ای مناسب است. برای قطعات چند نمونه ای این روش عملی نیست.
3- روش وزن کردن قبل و بعد از گالوانیزه
وزن میانگین پوشش باید با وزن کردن قطعات قبل و بعد از عملیات گالوانیزه بدست آید، به این ترتیب که وزن قبل از گالوانیزه، از وزن بعد از گالوانیزه کم شده و مقدار بدست آمده تقسیم بر مساحت سطح میگردد؛ مگر آنکه روش های دیگر شامل (1) ضخامت سنجی مغناطیسی، (2) توزین قبل و بعد از گالوانیزه، یا (3) میکروسکوپی بکار برده شوند. وزن اول بعد از اسیدشویی و خشک شدن و وزن دوم بعد از سرد شدن قطعات تا دمای محیط اندازه گیری می شود. وزن پوشش در واحد سطح، که به این ترتیب حاصل می شود، طبق جدول 2 به ضخامت پوشش معادل تبدیل خواهد شد (در صورتی که نیاز باشد می توان ارقام را روند کرد). ضخامت بدست آمده به این روش همان ضخامت پوشش قطعه در نظر گرفته می شود.
روش توزین قبل و بعد از گالوانیزه تنها برای قطعات تک نمونه ای مناسب بوده و برای قطعات چند نمونه ای عملی نیست.
توجه: در هر دو روش لایه برداری و توزین قبل و بعد از گالوانیزه، وزن آهنی که با روی واکنش داده و از سطح قطعه به داخل پوشش وارد می شود، در نظر گرفته نمی شود. بنابراین این روش ها وزن پوشش (و درنتیجه ضخامت محاسبه شده) را تا 10 درصد دست کم میگیرند. دقت هر دو روش به دقت محاسبه مساحت سطح قطعاتی که تست روی آنها انجام می گیرد بستگی دارد.
4- میکروسکوپی
ضخامت پوشش با اندازه گیری نوری سطح مقطع آن و طبق استاندارد ASTM B487 انجام می گیرد؛ مگر آنکه روش های دیگر شامل (1) ضخامت سنجی مغناطیسی، (2) توزین قبل و بعد از گالوانیزه، یا (3) لایهبرداری بکار برده شوند. ضخامتی که از این طریق بدست می آید، یک سنجش نقطه ای است و برای اینکه اندازه گیری، معرف کل سطح قطعه آزمایش باشد، باید حداقل پنج اندازه گیری تا حد امکان با فواصل زیاد از هم انجام گیرد. میانگین حداقل پنج اندازه گیری، ضخامت پوشش نمونه آزمایش خواهد بود.
روش میکروسکوپی نیز مانند روش لایهبرداری یک روش مخرب بوده و تنها برای قطعات تک نمونه ای مناسب است. این روش برای قطعات چند نمونه ای عملی نیست.
5- روش داور
در صورتی که بر سر مسأله اندازه گیری ضخامت اختلاف نظر پیش بیاید، به روش زیر قابل رفع خواهد بود:
برای قطعات چند نمونه ای، باید یک سمپل جدید به صورت رندوم از مجموعه کل قطعات انتخاب شود که تعداد قطعات مورد آزمایش این سمپل دو برابر تعداد قطعات سمپلی باشد که قبلاً تست شده و با این استاندارد مطابقت نداشته است. اگر سایز کل مجموعه در حدی نباشد که بتوان سایز سمپل را دو برابر کرد، سایز سمپل را می توان برابر با سایز همان سمپل قبلی انتخاب نمود، اما تعداد نقاط اندازه گیری با فواصل باز از هم باید دو برابر شود. این نقاط جزء سمپل جدید خواهند بود. این سمپل جدید باید با استفاده از ضخامتسنج های مغناطیسی، که توسط یک ماده مرجع کالیبره شده اند، اندازه گیری شود. اگر مجموعه قطعات با تست کردن این سمپل جدید با استاندارد کنونی مطابقت نداشت، گالوانیزهکار این حق را دارد که قطعات را تک تک تست نموده، قطعاتی که با استاندارد مطابقت دارند را از بقیه جدا کرده و تنها قطعات مردود شده را مجدداً گالوانیزه کرده یا مطابق با دستورالعمل استاندارد، اصلاح و تعمیر نماید.